Prezentujemy kolejny z serii artykułów autorstwa pani Maryli Marciniak, które ukazują się na łamach miesięcznika branżowego PlastNews. Tym razem w ramach Panelu Eksperta, w cyklu „Systemy GK w praktyce” omówimy dysze centralne – ich zastosowanie i zalety. Zapraszamy do lektury!
Dysze centralne – najprostsze rozwiązanie!
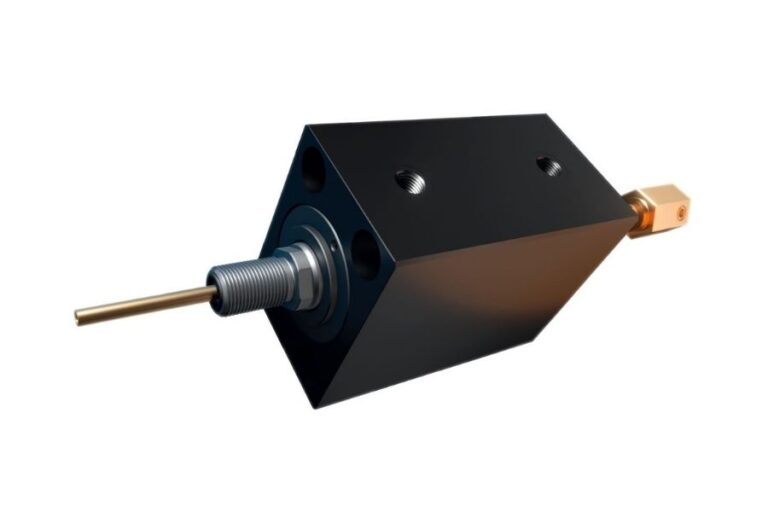
Dysza centralna, często zwana też grzaną tuleją wtryskową, najczęściej stosowana jest w przypadku, gdy forma jest jednogniazdowa i wystarczy jeden punkt wtrysku. Jeżeli wypraska wymaga wielu punktów wtrysku bądź forma jest wielokrotna, możliwe jest również wykorzystanie samej dyszy centralnej dla pozbycia się najgrubszej i wymagającej długiego czasu chłodzenia części dolotu tzw. „marchewki”. Gdy natomiast produkcja ma być bezodpadowa bądź z niewielkimi zimnymi dolotami, konieczne będzie zastosowanie systemu GK. W tym artykule skoncentrujemy się na dyszach centralnych. Przekazane poniżej informacje będą w większości dotyczyły również dysz do rozdzielaczy.
Dobór dyszy
Wybór prawidłowego rozwiązania dyszy zależy od rodzaju materiału (i ewentualnych dodatków w postaci włókna szklanego, talku, środków uniepalniających, dodatków metalicznych czy perłowych itp.), masy wtrysku, średniej grubości ścianki, rodzaju wtrysku (bezpośredni bądź w zimny dolot) i wymaganej jakości śladu po wtrysku.
W zależności od podanych wyżej czynników dobierana jest optymalna średnica dyszy i końcówka, która zapewni spełnienie wymagań. Dokonany wybór średnicy powinien być zaakceptowany przez producenta GK, który dysponuje największym doświadczeniem na temat możliwości przetwórczych produkowanych dysz.
Jaka końcówka?
Wybór rodzaju końcówki zależy od tego, jak realizowany ma być wtrysk. W przypadku wtrysku bezpośrednio w detal zwykle zależy nam na uzyskaniu możliwie estetycznego śladu, zaś w przypadku wtrysku w dolot czy w niewielki nadlewik, ślad po wtrysku zwykle nie ma znaczenia i możliwe jest zastosowanie większej przewężki.
Na rys. 1. pokazano przykładowe, schematyczne rozwiązania końcówek dla obu przypadków.

Coraz rzadziej jest stosowane rozwiązanie końcówki całkowicie otwartej (b) ze względu na możliwość ciągnięcia nitki. Korzystniejsze jest rozwiązanie (c), w którym wbudowana igliczka zapobiega ciągnięciu się nitki. Końcówka ta ma jednocześnie zalety zabudowy otwartej.
Dysze centralne – na co zwrócić uwagę?
Konstruktor przystępując do doboru właściwej dyszy GK, powinien mieć informację nie tylko o rodzaju tworzywa, ale również bliższe dane na jego temat. Stwierdzenie, że będzie to polipropylen wcale nie musi oznaczać, że tworzywo będzie dobrze płynąć. Wystarczy, że będzie domieszkowane środkami antybakteryjnymi, włóknem szklanym czy środkami uniepalniającymi, a jego zdolności przetwórcze mogą się znacząco różnić.
W przypadku gdy tworzywo sztuczne zawiera dodatki uniepalniające, istotna jest ostatecznie uzyskana klasa niepalności. Dla V0 należy zastosować dyszę w wersji ze stali nierdzewnej (Inox) ze względu na korozję. Celowe jest również wykonanie części formujących ze stali nierdzewnej i zastosowanie specjalnych układów plastyfikujących.
Również przetwórstwo tworzyw sztucznych o własnościach korozyjnych, jak np. POM, wymaga zastosowania dysz ze stali nierdzewnej. Coraz częściej doradzane jest również wykorzystanie tej stali dla wtrysku PC, gdy istotne jest zapewnienie bardzo estetycznego śladu po wtrysku.
Z kolei wzmocnienie tworzyw włóknem szklanym rodzi konieczność uwzględnienia szybszego zużycia końcówek dysz i zastosowania materiałów o większej odporności na ścieranie. Nie zaleca się stosowania końcówek z materiałów miękkich (brąz berylowy).
Wtrysk tworzyw sztucznych z dodatkiem pigmentów (nierozpuszczalnych w polimerach), dających efekt perłowy, metaliczny czy fluorescencyjny, wymaga specjalnej konstrukcji końcówki ze względu na konieczność zapewnienia jednorodnego, równomiernego rozpływu likwidującego widoczne ślady płynięcia na powierzchni wypraski.
Co z przewężką?
Konstruktor formy powinien również przemyśleć czy przewężka ma być wykonana w formie czy końcówka ma zawierać zabudowaną przewężkę (rys. 2). Rysunek przedstawia przewężki: a) w matrycy, b) w końcówce.
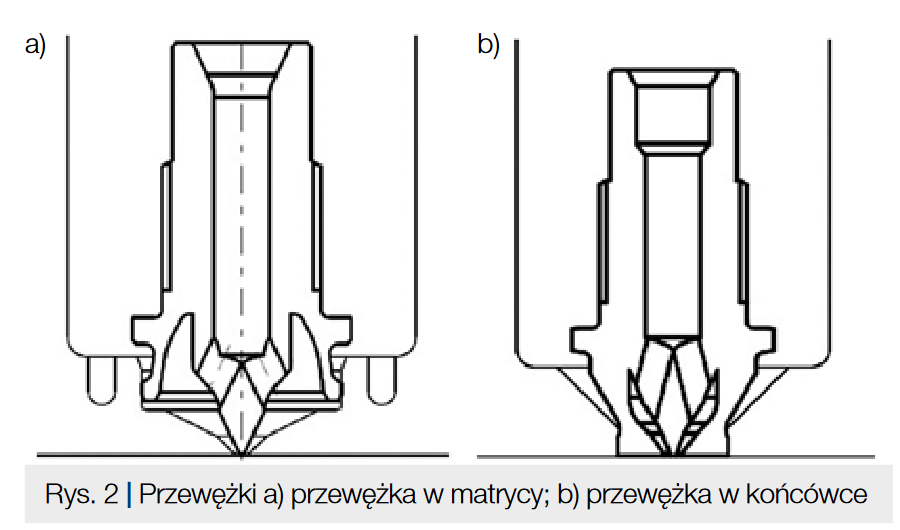
W przypadku gdy przewężka jest wykonana w matrycy, jej zużycie (wypłukanie, uszkodzenie) wiąże się z koniecznością wymiany wkładki matrycowej bądź jej regeneracji. Gdy przewężka jest zabudowana w końcówce dyszy, wymiana końcówki szybko rozwiązuje problem. Jednakże rozwiązanie to nie może być zastosowane, gdy nie jest dopuszczalny kołowy ślad wokół punktu wtrysku na wyprasce.
W przypadku gdy przewidywana jest częsta zmiana kolorów, należy zaopatrzyć dyszę w specjalny element ograniczający ilość tworzywa w strefie przewężki. Niezależnie od rodzaju zastosowanej końcówki dyszy konstruktor musi określić wielkość przewężki dla danej aplikacji. W przypadku gdy zakładany jest wtrysk w zimny dolot, najczęściej korzysta się z wielkości bliskiej dopuszczalnej dla danej formy, bo ślad po wtrysku nie jest w tym przypadku istotny.
Podobnie jest, gdy realizowany jest wtrysk bezpośrednio w wypraskę, ale wielkość śladu po wtrysku jest również nieistotna. Problem doboru wielkości przewężki staje się istotny, gdy zależy nam na otrzymaniu możliwie najbardziej estetycznego śladu po wtrysku. Należy skorzystać z własnych doświadczeń bądź doradztwa producenta GK. Zastosowanie mniejszych przewężek, ale pozwalających już na wypełnienie gniazda, wiąże się ze zwiększeniem szybkości zużycia przez ścieranie – stąd należy szukać rozwiązania gwarantującego akceptowalny, estetyczny wygląd i optymalne warunki wtrysku.
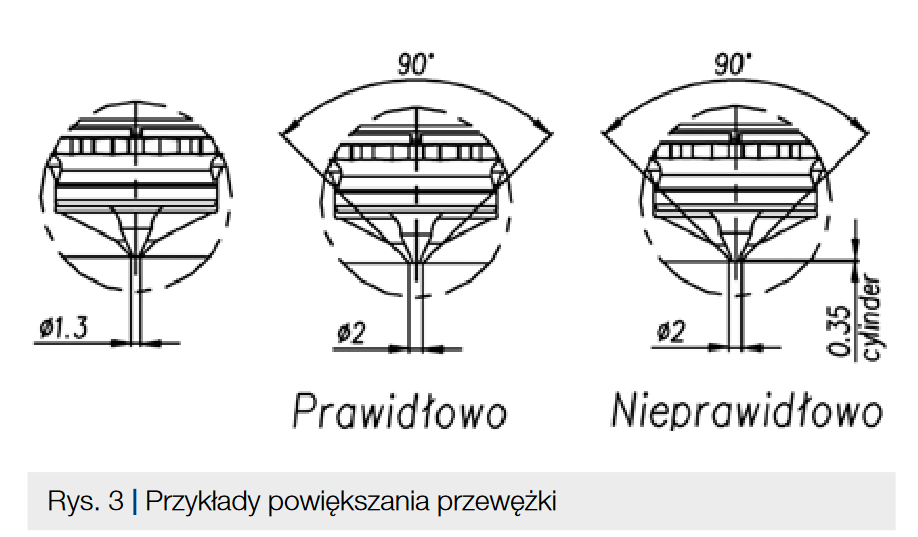
Każdy producent GK podaje w katalogu wielkości przewężek dla poszczególnych rodzajów dysz. Wymaga zastosowania wskazanej geometrii i w przypadku konieczności powiększenia przewężki nie dopuszcza jej zachwiania przez rozwiercenie większej średnicy (od strony podziału formy) i powstanie walcowej „łysinki”.
Na rys. 3. pokazano przykład prawidłowego powiększenia średnicy przewężki z 1,3 mm do 2 mm.
Prawidłowe działanie dyszy zależy od jej właściwej zabudowy. Każdy producent GK podaje wytyczne w zakresie wymiarów i tolerancji. Szczególne znaczenie ma zachowanie tolerancji dla powierzchni, na których następuje uszczelnienie dyszy w formie, a także wysokość osadzenia dyszy.
W następnym artykule omówimy tzw. multidysze (dysze do wtrysku wielopunktowego) i dysze zamykane. Wszystkie dotychczasowe artykuły z serii Panel Eksperta PlastNews „Systemy GK w praktyce” możecie Państwo znaleźć w zakładce Materiały do pobrania.